




调节热熔胶机枪嘴高度的作用
2025年06月25日热熔胶枪枪嘴滴胶和拉丝问题需从设备参数、胶料特性、操作工艺及维护管理四方面综合解决,以下是具体优化方案:
一、设备参数精准调控
1、温度校准
胶温过高会导致粘度下降引发滴胶,胶温过低则流动性差易拉丝。需依据胶水型号设定温度(如EVA胶通常为150~170℃),每超过推荐值10℃粘接强度可能下降15%~30%。
操作建议:使用红外测温枪实时监测喷嘴实际温度,避免温控器误差;夏季环境温度>35℃时,可适当降低设定温度5~10℃。
2、气压稳定性优化
气压波动(<30psi或>60psi)会导致出胶断续,引发拉丝或滴胶。需安装三级过滤器(除水、除油、除尘)并设置稳压阀,将气压稳定在0.4~0.6MPa(约60~90psi)。
关键检查点:每日用肥皂水检测气路接口漏气,及时更换老化气管或电磁阀阀芯。
二、胶料适配与改性
1、更换低粘度/快固化胶水
高粘度胶(如传统EVA)内聚力强易拉丝,推荐选用熔融指数>500g/10min的胶(如富乐9646),或PUR型快固胶(固化时间缩短30%)。
经济方案:在现有胶水中添加0.5%~1%纳米二氧化硅,提升触变性抑制高温流动。
2、避免胶体降解
胶液在胶槽滞留>4小时会热降解变稀,表现为颜色发黄、冒烟。需执行 “少量多次加胶” ,每次加胶量<熔槽容积1/3,并定期清理胶槽残胶。
三、操作工艺精细化
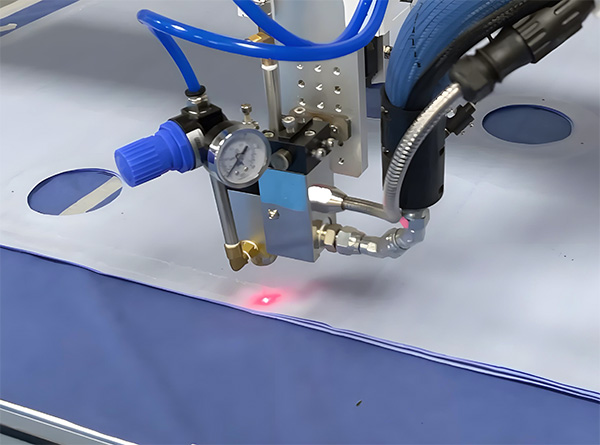
1、枪嘴高度动态调节
高度>5cm:胶体受重力拉伸形成长丝(可达10cm);高度<1cm:胶体挤压扩散导致溢胶。理想高度为1~3cm,配合Z轴随动装置可保持曲面作业距离恒定。
场景适配:电子元件贴装:1.0~1.5cm + 0.3mm细嘴;木材拼接:1.5~2.0cm + 扁平嘴增强渗透。
2、出胶量与速度协同
出胶量过大(如>0.01ml/点)易堆积拉丝,速度过慢(<10mm/s)延长胶体液态时间。优化方案:精密阀门控制单点胶量(例:直径1mm胶点需0.005ml);点胶速度提升至20mm/s,减少单点停留。
3、针头选型与维护
针头口径<胶点直径1/2(如2mm胶点选1mm针头)易堵塞增背压。优先选用铁氟龙涂层针头减少残留,每日停机后用酒精清洗枪嘴,每月超声波清洗管路。
四、设备维护升级
1、关键部件定期更换
顶针与密封圈:每3个月更换耐温>200℃的氟橡胶密封圈,防止高温老化漏气。
电磁阀保养:拆卸后用无水酒精清洗阀芯,避免胶垢卡滞(高频设备需每月1次)。
2、系统智能化改造
加装PID温控模块(精度±2℃)和闭环点胶控制器,实时反馈调节胶量;老旧设备可升级自反馈式压力调节阀,胶压超限时自动回流稳压。
五、应急处理与预防
持续滴胶:立即检查电磁阀密封性,更换大口径针头并清理气路。
细长拉丝:升温5℃+换低粘度胶,同步缩短喷距至2cm。
胶丝断裂慢:改用PUR快固胶,环境湿度>70%时枪嘴高度再降低0.3~0.5cm。
终极解决路径
立即行动:测温调压(160℃±5℃、气压0.5MPa),清洁或更换堵塞枪嘴。
胶料适配:优先选用富乐9646(低粘度)或ITW 94167(快固型)。
工艺固化:枪嘴高度2cm±0.5cm、点胶速度20mm/s、出胶量精密计算。
维护制度:执行“日清喷嘴、月换密封圈、年检泵体”计划,避免累积故障。
若问题反复出现,重点排查 胶体碳化堵塞滤网(石蜡浸泡清洗)或 电源电压波动(要求220V±10%)。工业产线建议配置激光测距仪实现±0.1mm闭环控制,从根源杜绝滴胶拉丝。
